PLC自动化控制(编程)培训班
.jpg)
PLC自动化行业分析
宏昌职校PLC、机器人工业自动化设备采用线上(视频教学)和线下(到教室现场实操教学)相结合、“线上教学”方便在职上班的学员在没有来教室现场时、就在空余时间看视频(魏老师演示的视频通俗易懂)、有空时再来教室亲自动手做实操、以及上班过程中遇到的技术问题现场解答、这样很方便的学到实际的自动化应用技术。
还没有上班的学员可以天天来教室学习理论和亲自动手实操,魏老师讲课通俗易懂,动手就很容易学到真正的实用的工业自动化技术。
1、行业前景
通常融合了机械系统、电气控制系统、传感器PLC自动化设备的制造具有较高的技术含量,系统、信息管理系统及网络通讯系统等技术。企业通过引进自动化设备,能有效提高生产制造的效率和可靠性、保证产品质量、节省人力成本(减少生产过程对人工的依赖)和确保安全等目的,因此在国民经济各领域被广泛应用。我国也将智能制造提升到国家战略层面,如《中国制造2025》将“推进信息化与工业化深度融合”作为战略任务的重点之一。

.jpg)



2、企业现状
劳动力成本的增加(用工难)、社会成本的增加、生活水平的提高、生产设备制造的产品质量和产量已经不能满足当前社会发展的需要;这一系列的因素制约了企业的发展,所以早期的劳动密集型产业已经淘汰,向产品附加值高的行业转型。
.png)
.png)
3、转型升级
制造行业的自动化升级转型是必然之路,提升企业形象高产品性能、产量和效益,降低劳动成本,降低劳动强度,是企业发展的必由之路
4、岗位紧缺 高薪就业
中国当前的自动化行业人才十分紧缺,特别是机电一体化的人才非常抢手,目前很多企业因为自动化设备故障而不能及时得到解决和处理的案例很多,所以,自动化行业人才对企业的生存发展至关重要。
PLC培训课程
PLC中级班
PLC、变频器、触摸屏、步进系统、伺服系统
培训学习内容
一、PLC(三菱系列、西门子200/SMART/300/400/1200/1500)、触摸屏(昆仑通泰MCGS/西门子WINCC/威纶通触摸屏等), DCS系统监控控制组态画面,变频器伺服步进系统
1. STL顺序控制篇,工艺流程图的2.设计理念;
2.数据处理功能指令篇,间接寻址,数据指针的应用
3. PLC扫描流程控制指令
4.移位指令与数据转换指令
5.高速计数与编码器应用
6.扩展模块及模拟量应用
二、PLC与变频器、触摸屏的链接通信
1、交流、直流交频器的用途和工作原理
2、正反转控制和调速控制多段速度控制和制动控
制参数输入
3、PLC对变频器的控制,变频器,触摸屏,伺服
.jpg)
系统,步进系统, 旋转编码器的结构工作原理
和连接方法。
4、对外承接工厂的自动化线路设计、安装、改造,
对PLC、变频器、触摸屏及相关问题的解答故
障排除
二、PLC、触摸屏、mcgs组态,变频器、伺服/步进系统
可编程逻辑控制器PLC (工业自动化
1、PLC组成与工作原理;
2、西门子S7-200smart、1200/1500/ 三菱plc的结构原理,编程软件的使用方法、编程实例的工程应用;
4、WINCC上位机组态;
5、三菱PLC的输入/输出布线;
6、PLC的选型;
7、PLC的编程;
8、三菱,、西门子、台达、维控、欧姆龙、PLC编
程软件异同和编程操作
9、三菱,PLC基本逻辑指令及应用。
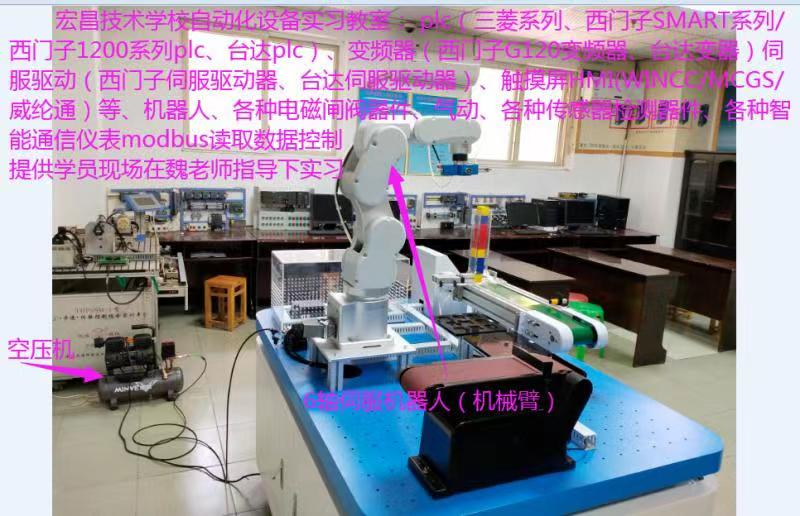
10、广泛应用与机械手、机器人、单轴(多轴)控制的数控机床、工件的定长定位剪切加工,行走距离,速度与加速度的精确定位控制等等。
11、内容:
a.步进驱动器和伺服驱动器结构原理、内部参数设置和接线。与内部参数对应的PLC多轴(单轴)控制软件的程序设计,脉冲量在PLC伺服位置控制系统中的使用。
b.怎样实现运动轨迹控制(直线插补、圆弧插补)、对点位和轨迹轮廓的精度控制。
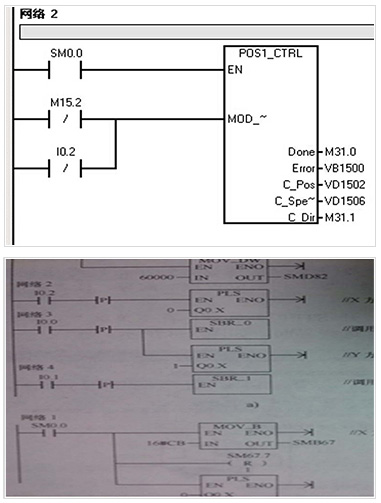
12、运动控制相关指令:高速脉冲输出、脉宽调制输出、加/减速控制增量 式定位、绝对式定位、 可变速脉冲、定长定位控制、回原点等。
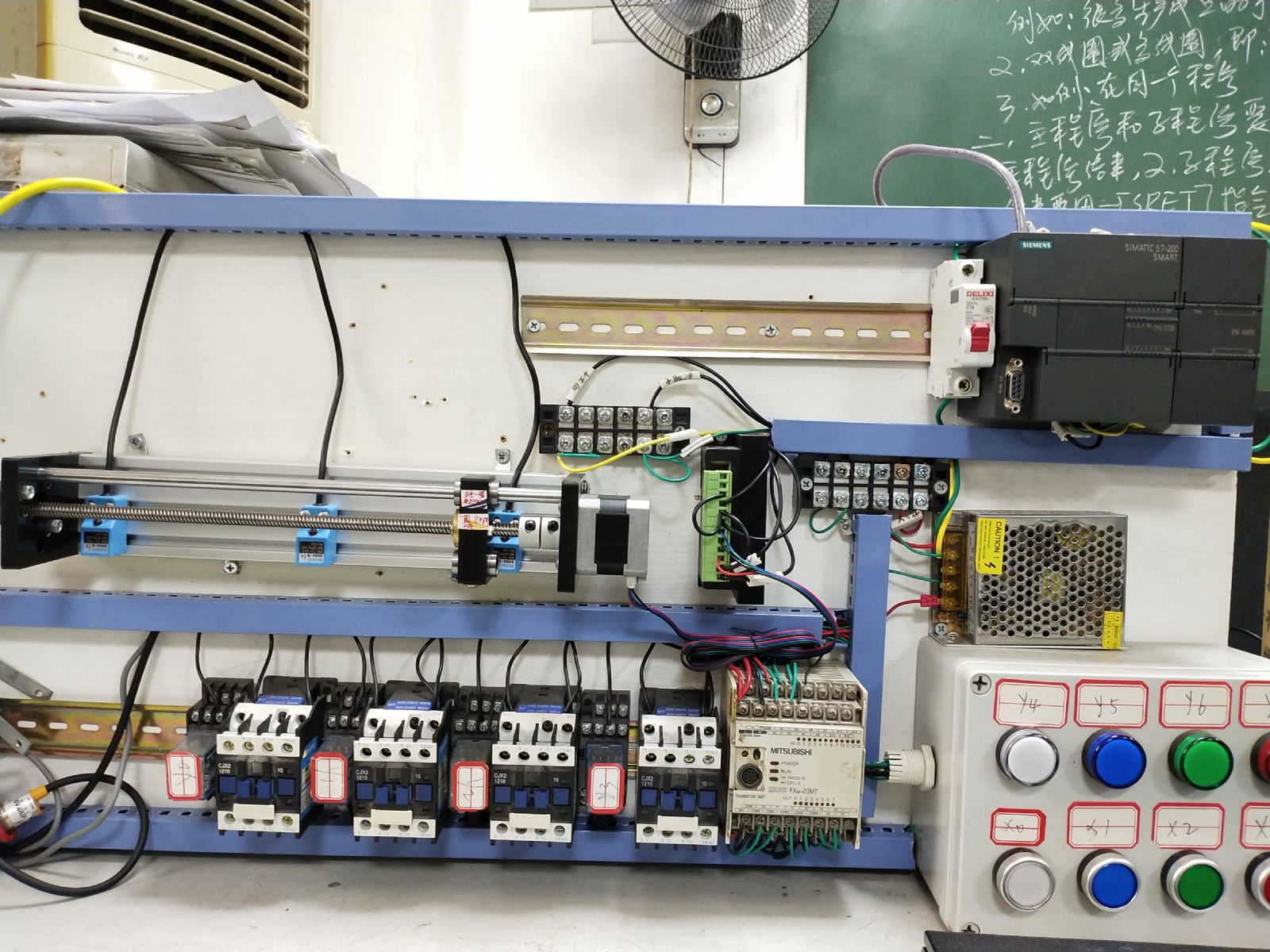
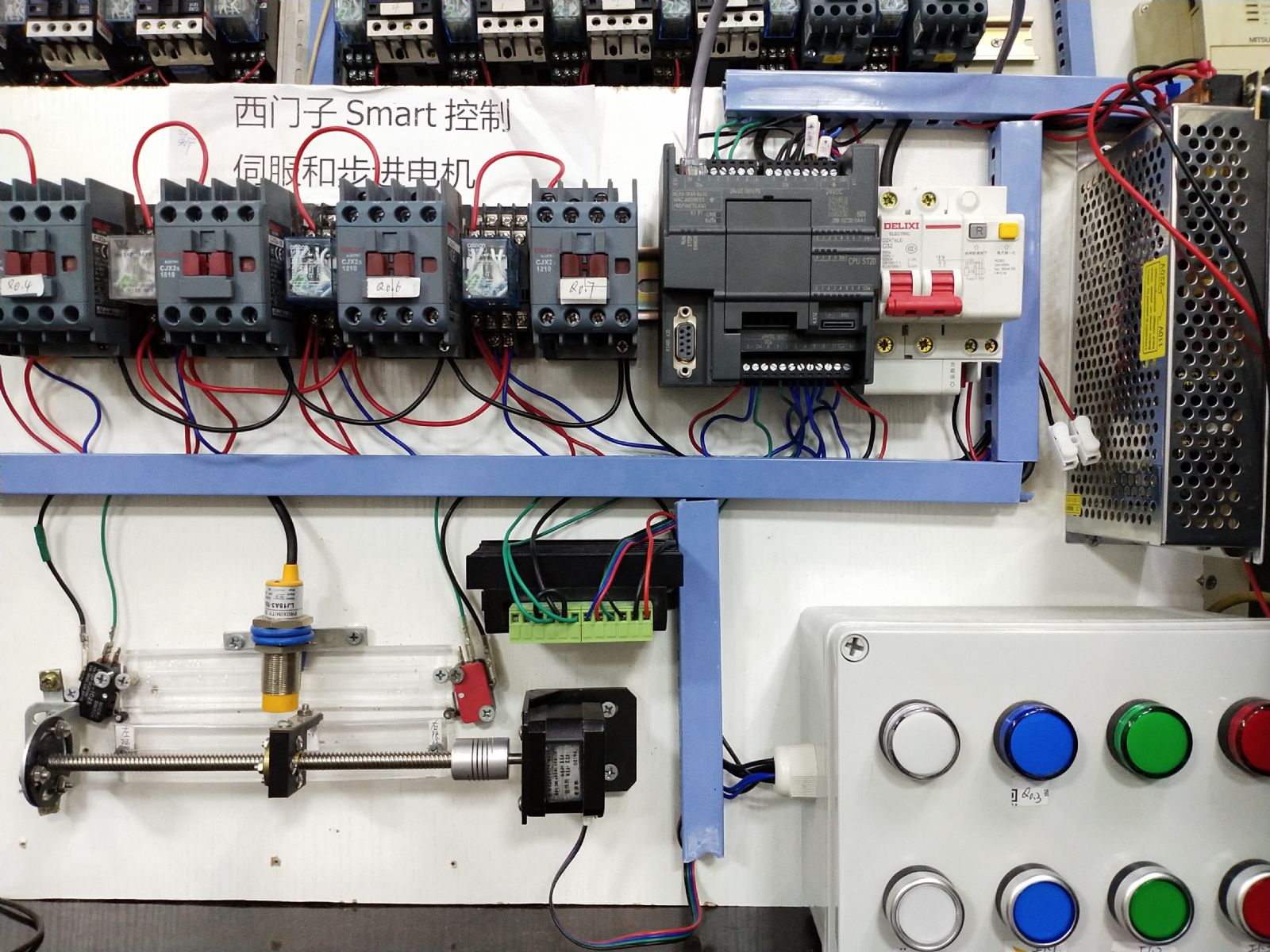
13、教室专有运动控制设备晶体管输出型PLC触摸屏、伺服驱动器、步进驱动器、伺服电机和步进电机供学员软件及硬件实习将所学理论融为一体。
触摸屏,WINCC组态,mcgs组态控制、
监控动态画面制作、
各种泵类和风扇的旋转脚本语言编写制作
(1)机械手的PLC控制;
(2)三相交流电动机的PLC控制;
(3)冲床冲孔的顺序控制;
(4)双头钻床的PLC控制;
(5)皮带运输机的顺序控制;
(6)大小球分拣机械手控制;
(7)仓库的库量统计;
(8)送料小车的定位控制;
(9)步进电动机的PLC控制;
(10)自动包装机PLC制;
(11)各种自动检测控制的传感器(光电、电磁传感器、电感传感器、压力传感器,接近开关温度传感哭的工作原理及接成方法
(12) 铣床、磨床等各种车床的PLC控制;
(13)医疗器械的PLC控制;
(14)智能交通灯的PLC控制;
(15)广告霓虹灯的PLC控制;
(16)液压系统的PLC控制;
(17)加工中心的PLC控。
变频器
1、PLC和变频器以太网通信控制、端子控制;
2、多段速度控制;
3、rs485通信控制,通信程序的编写,变频器通信参数的设置;
4、PLC、 变频器实现恒压供水;
5、单独用变频器实现恒压供水;
6、变频器的P ID控制具体运用和参数设置广泛应用与机械手、机器人、单轴(多轴)控制的数控机床、工件的定长定位剪切加工,行走离,速度与加速度的精确定位控制等等。模拟量和PID控制
6-1. PID过程变量闭环控制:适用于温度,压力液位,流量,速度控制等自动化工程。
(1)涉及PID运算的各种数学运算指令(加、减、乘、除、函数)。
(2)数据转换指令,传送指令,程序控制类指令(主程序,子程序,中断程序)。
(3) PID的算法,PID向导的使用。
6-2、模拟量输入/输出模块的功能和应用,以EM231 / EM232 / EM235/fx0n-3a等等为例
6-3、PLC数字量输入/输出一高速计 数器应用。
6-4、光电传感器,电磁传感器,电感传感器,压力传感器,温度传感器、旋转编码器等结构原理,和应用方法一电压 检测,接线、工作参数。
6-5、PLC/变频器/触摸屏之间的通信,软件组态
6-6、工程实例分析,设计和应用改造。
运动控制系统
1.广泛应用与机械手、机器人、单轴(多轴)控制的数控机床、工件的定长定位剪切加工,行走距离,速度与加速度的精确定位控制等等。
2、内容:
A:步进驱动器和伺服驱动器结构原理、内部参数设置和接线。与内部参数对应的PLC多轴(单轴)控制软件的程序设计。
B:脉冲量在PLC伺服位置控制系统中的使用。
C:怎样实现运动轨迹控制(直线插补、圆弧插补)、对点位和轨迹轮廓的精度控制。
3、运动控制相关指令:高速脉冲输出、脉宽调制输出,加/减速控制、增量式定位、
4、教室专有运动控制设备晶体管输出型PLC、触摸屏、伺服驱动器、步进驱动器、伺服电机和步进电机供学员软件及硬件实习,
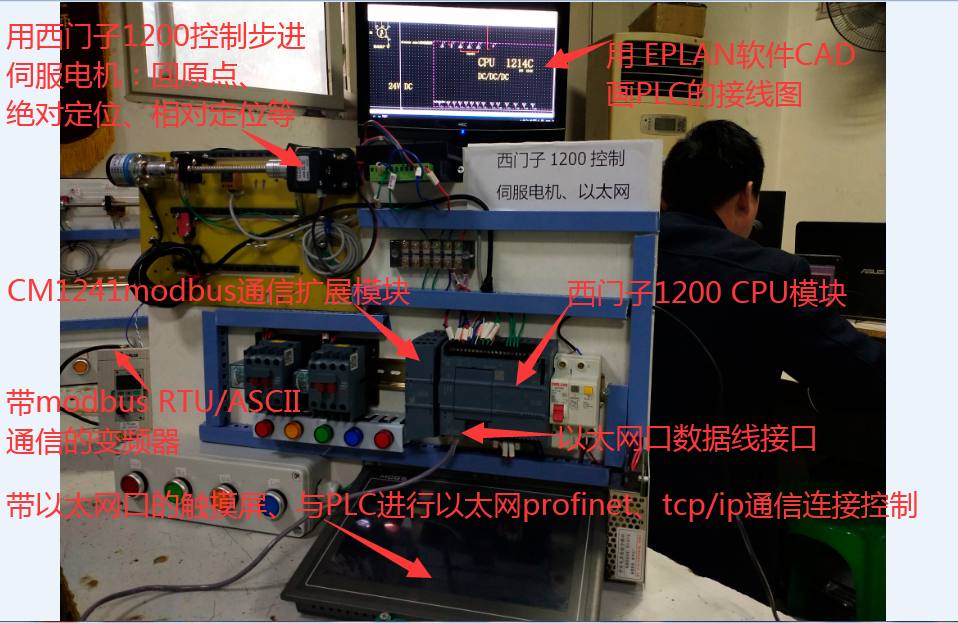
.jpg) S7-1200/1500/西门子SMART的学习内容
S7-1200/1500/西门子SMART的学习内容
博途软件v14版、
V15版、V16版的编程设计
plc自动化高级班
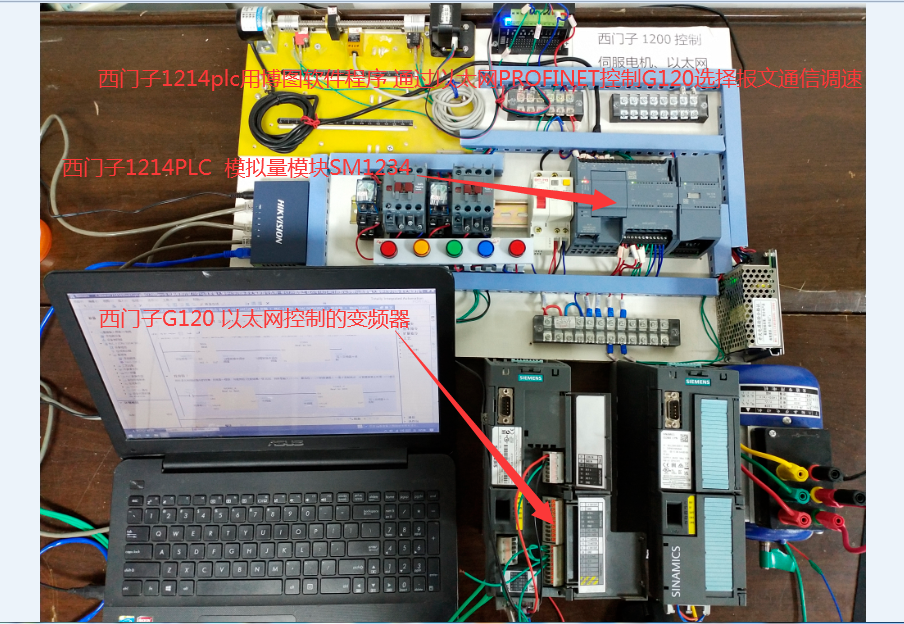
一、用1200/1500,编写程序块控制:FB块、FC块的运用、旋转编码器高速计数器,温度压力模拟量,控制步进电机系统、伺服电机系统。
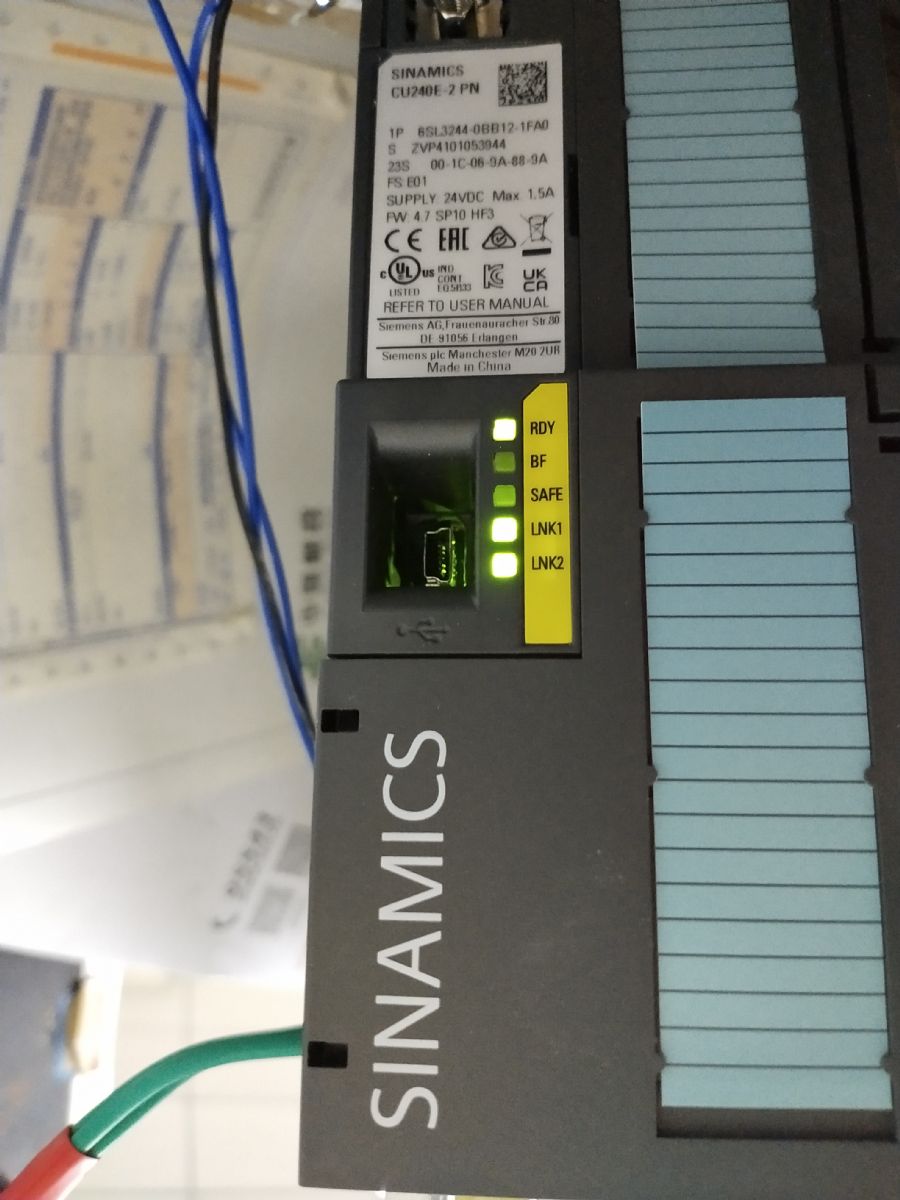
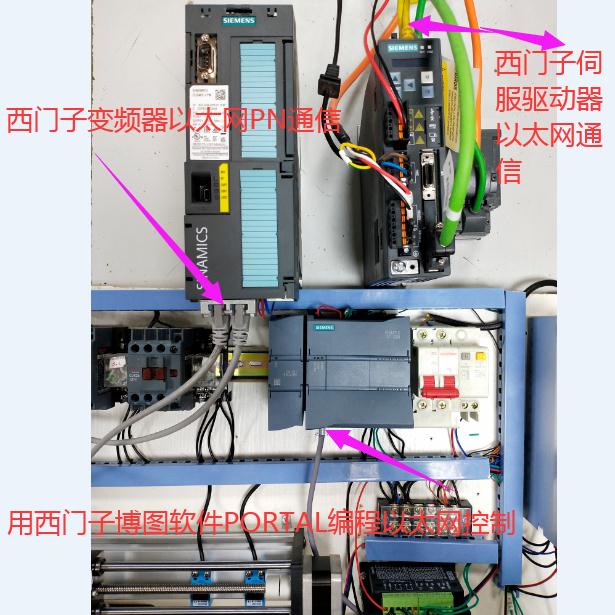
1. 西门子以太网通信控制的G120变频器/西门子V90伺服驱动器控制程序/用搏图软件编写、S7-1200/1500 PLC的工作原理、数据类型、编程语言
2. S7-1200/1500 PLC编程软件、仿真软件使用和程序调试
3. S7-1200/1500 PLC的硬件组态及寻址方法
4. S7-1200/1500 PLC上载、下载程序操作
5. S7-1200/1500 PLC存储区的分配
二、西门子1200/1500的通信控制
1. RS485/Modbus串 口通信
2. S7-1200 PLC与变频器、伺服驱动器的PROFINET(PN)通信、Modbus通信、温度压力等模拟量的PID控制,PID手动调节、自动调节等等方法的运用
3. S7-1200 PLC与变频器USS协议通信
4. PROFIBUS DP总线网络介绍,硬件组态,设计及应用
5. S7-1200与 S7-1200 Profibus DP从主通信
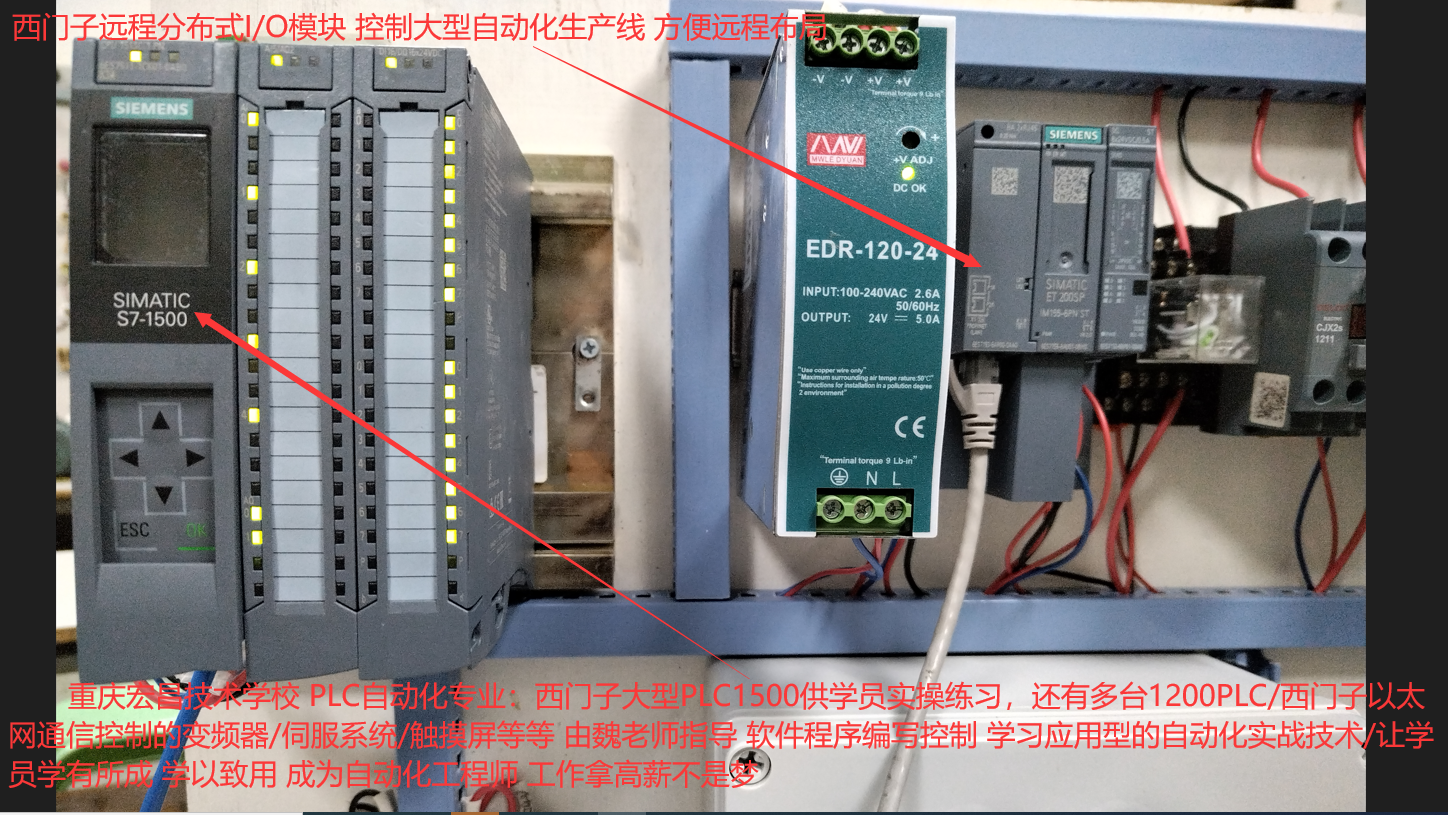
6. S7-1200与 ET200远程分布式10 Prof ibus DP通信3
7..上位机WinCC与S7-1200/1500主 站PROF IBUS DP网络通信
8. ProfiNET, 以态网络的编程设计
9. S7-1200与S7-1500以态网络通信
10. S7-1200与S7-1200以态网络通信
11. S7-1200/S7-1500/S7 SMART 多台PLC以态网络通信
12. Prof iNET S7通信讲解
13. ProfiNET TCP通信讲解
14.、MCGS触摸屏监控组态动态画面制作、脚本语言的编写方法
三、西门子触摸屏,威纶通触摸屏,昆仑通态MCGS触摸屏创建并设计主画面、手动画面,报警画面,历史趋势画面,工艺下载画面、用户管理画面、输入/输出画面等等齐全的监控画面
1. WinCC的工作原理
2. WinCC的各 种功能介绍(按钮、指示灯等)
3. WinCC通过MP1、DP与PLC通信, 创建MPI变量、DP变量
4. 报警记录
5. 历史趋势曲线设计
6. 实际操作练习
200/ 1500/ smart的实操内容
1、西门子1200与MCGS PRO连接使用
2、伺服电子齿轮比及连接1200位置控制实现正 反转
3、西门子1200的FB及多重背景/4、西门子1200与KTP触摸屏
连接使用
5、基于1200与MCGS触摸屏连接使用
6、西门子1200发脉冲控制步进
7、1200串 口通讯及MODBUS通讯基础必须掌握
8、TIA博途平台软件、仿真器的安装使用介绍
9、西门子S7-1200PLC的定时器 及计数器案例讲解
10、西门子S7-1200PLC指令 及综合运用讲解及调试
11。西门子S7-1200PLC用户程序结构之FC的使用
12、西门子S7-1200PL C用户程序结构之FB的使用讲解
13、 西门子S7-1200PLC多重背最讲解
14、西门子S7-1200PL C的0B组织块及中断说明
15、 西门子S7-1200PL C高速计数器案例讲解
16、西门子S7-1200PLC模拟量介绍及使用
17. 西门子S7-1200PL C运动控制组态及指令讲解
18、西门子S7-1200PLC之间Prof inet通讯
19、 西门子触摸屏连接1200PLC通过modbus通讯变频器
20、 各种定时器系统学习
21、 西门]子1200计数希讲解及运用
22、基于1200编码器和高速计数器使用
23、 西门子200smart与MCGS触摸屏接两个变频器通讯轮询
24、 西门子200smart变频器多段速编程及模拟量调速
25、 西门子200smart进制及寻址方式
26、 西门子ktp触摸屏只动画按钮图形10域文字10域
27、 西门子1200的P ID程序编写及调试
28. plc用通信modbus rtu读取智能温度仪表、湿度仪表等显示,比较控制其他设备
29、1200的mdbus通信模块cm1241的运用和编程、控制温度、湿度、压力等等模拟量数据、控制变频器、伺服驱动等等
(1)(1).gif)
.gif)
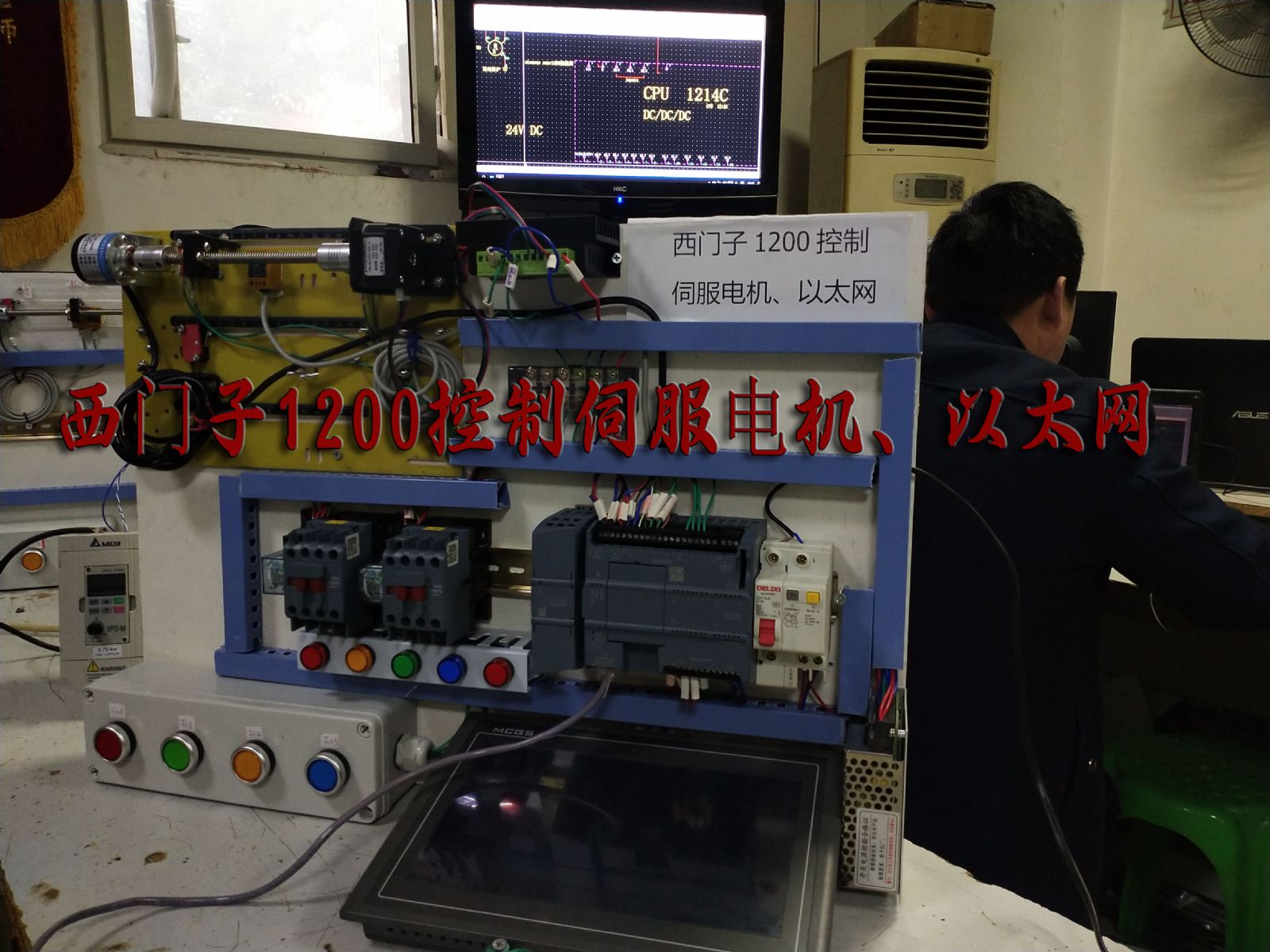
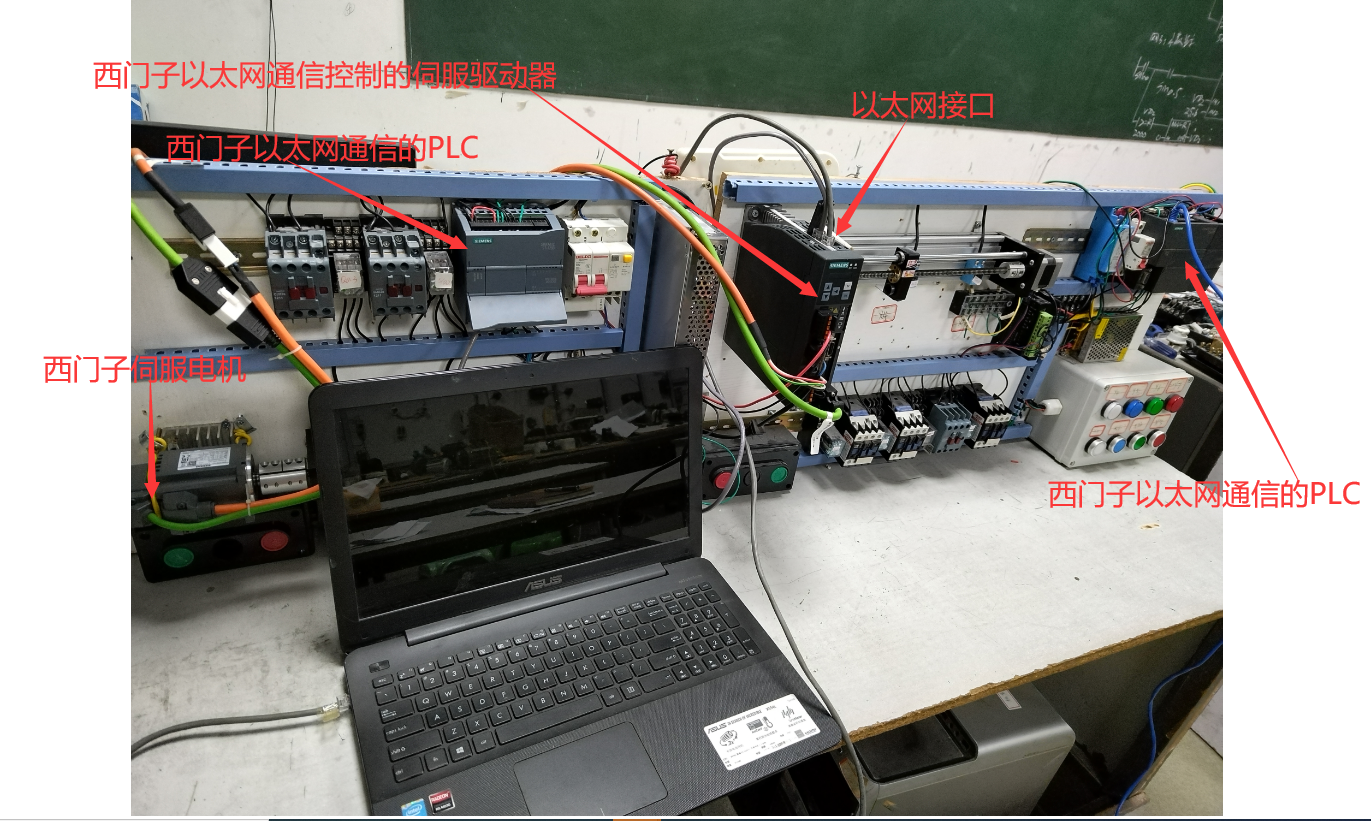
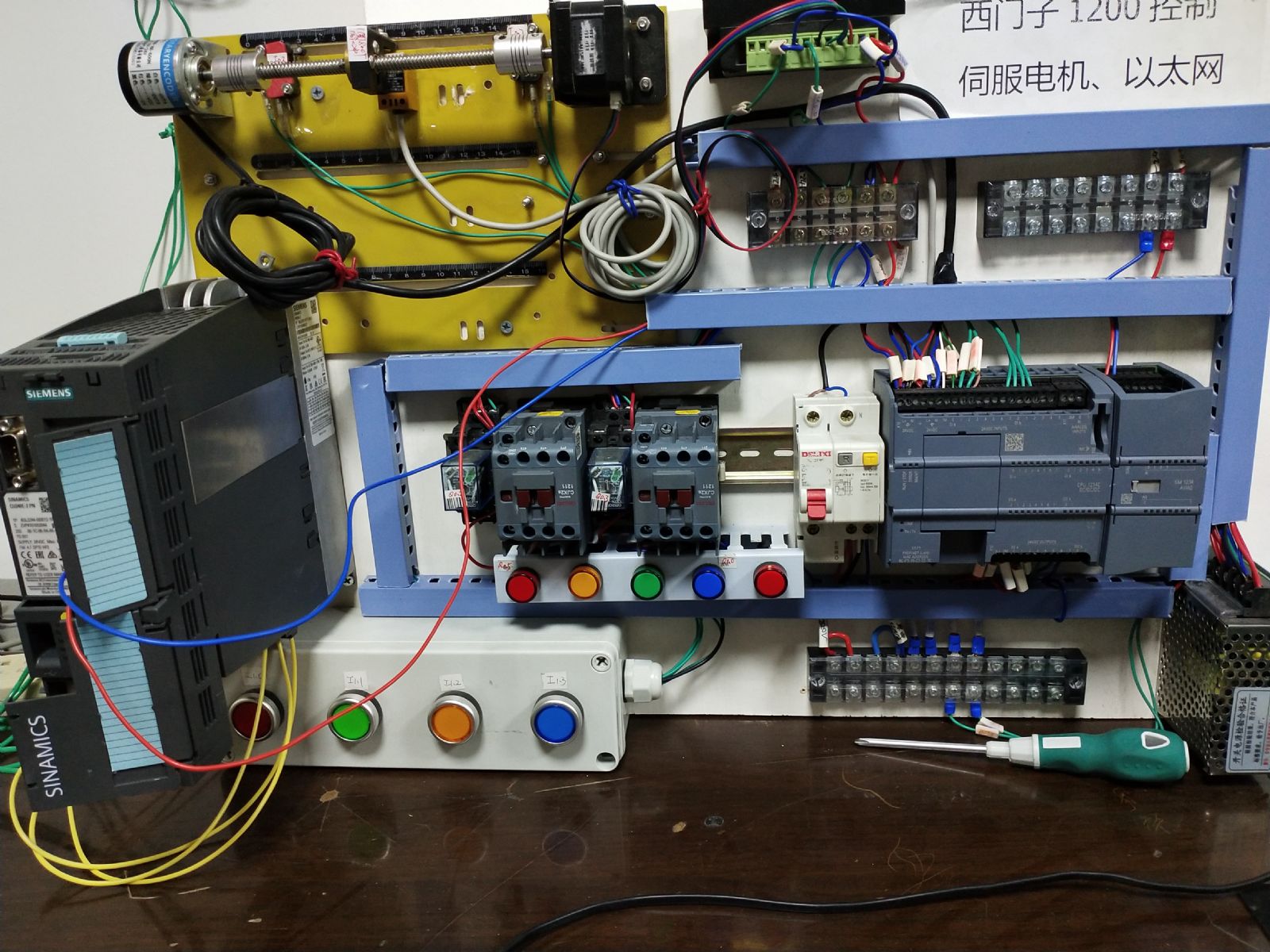
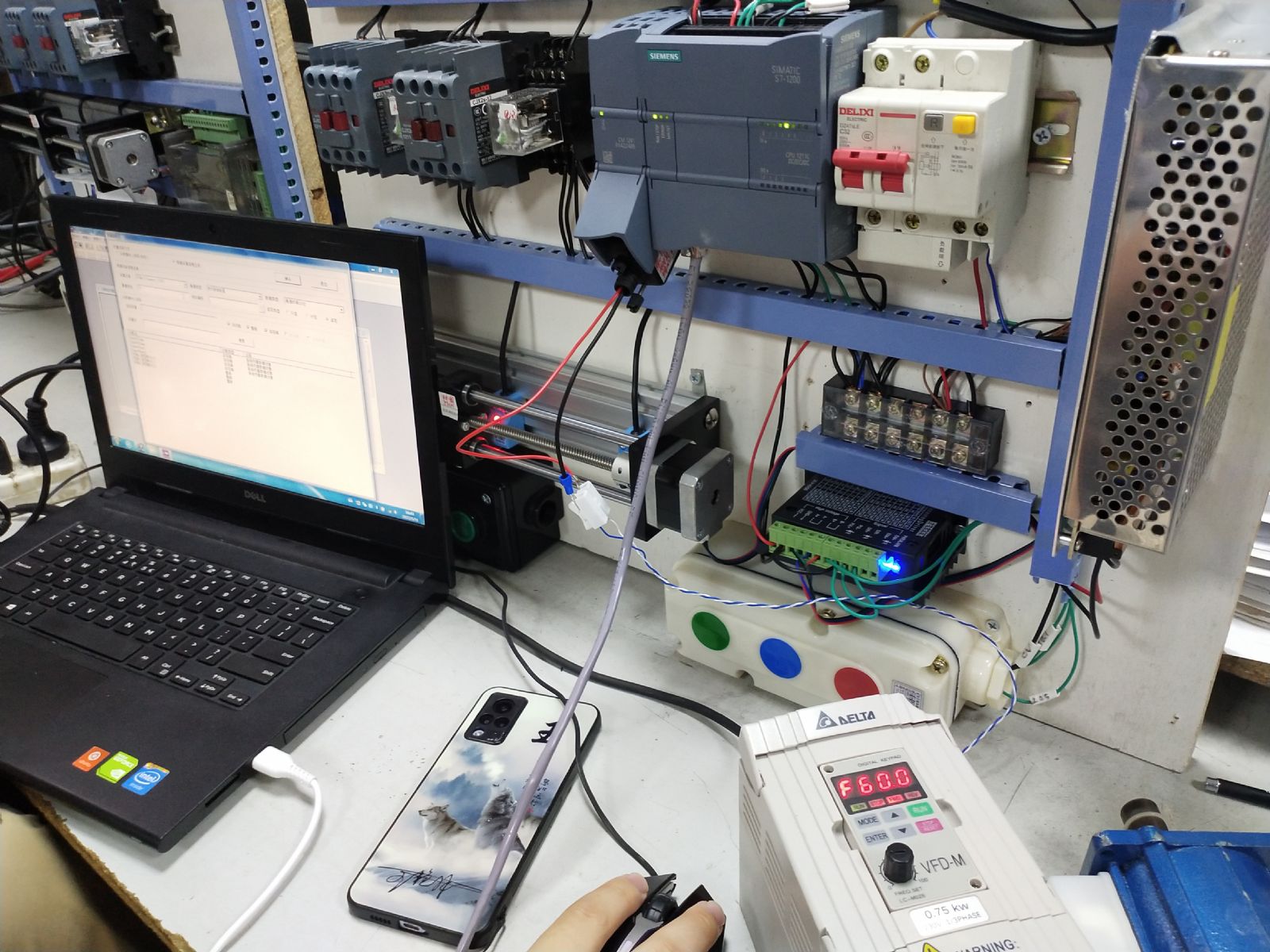
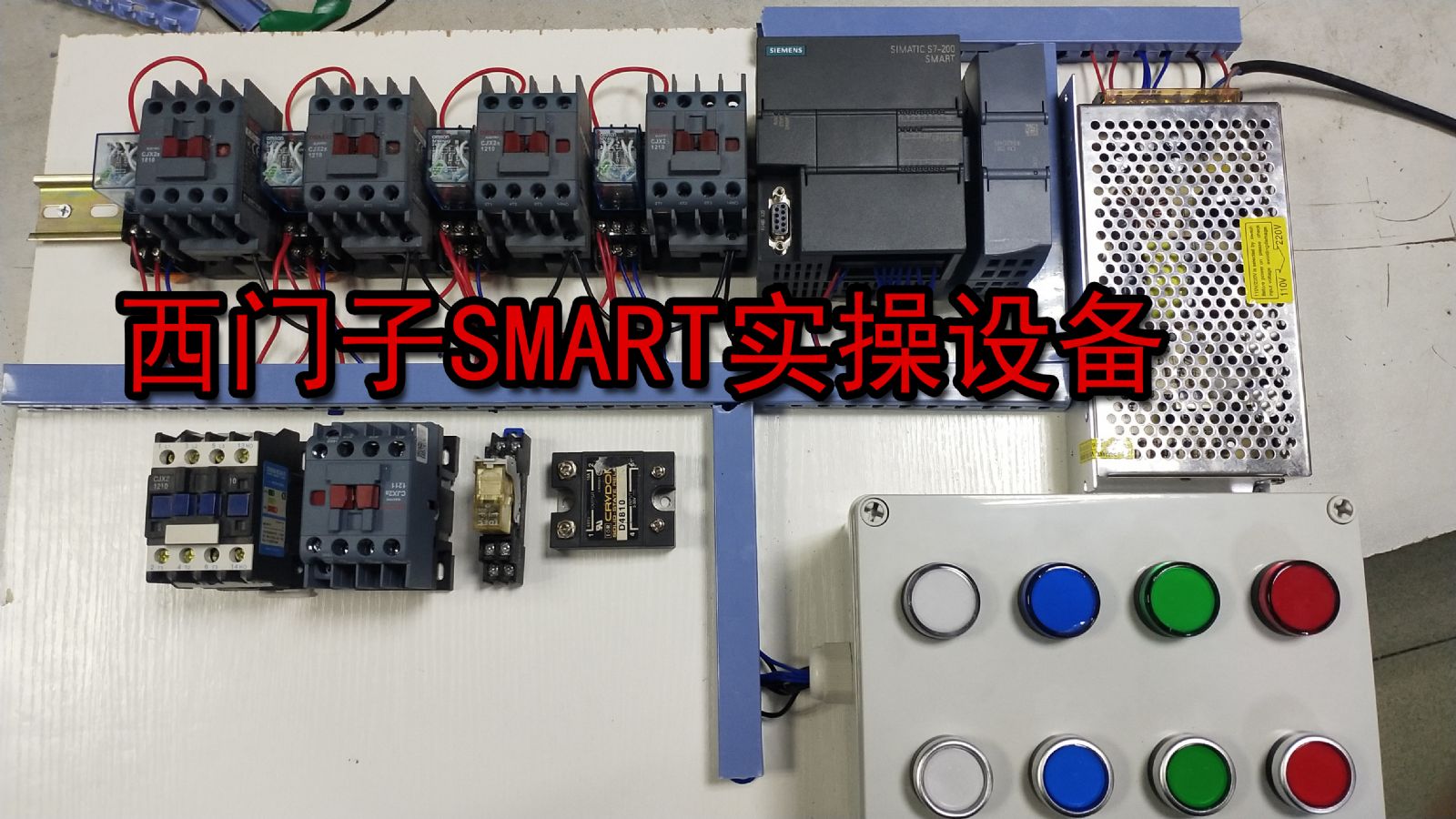
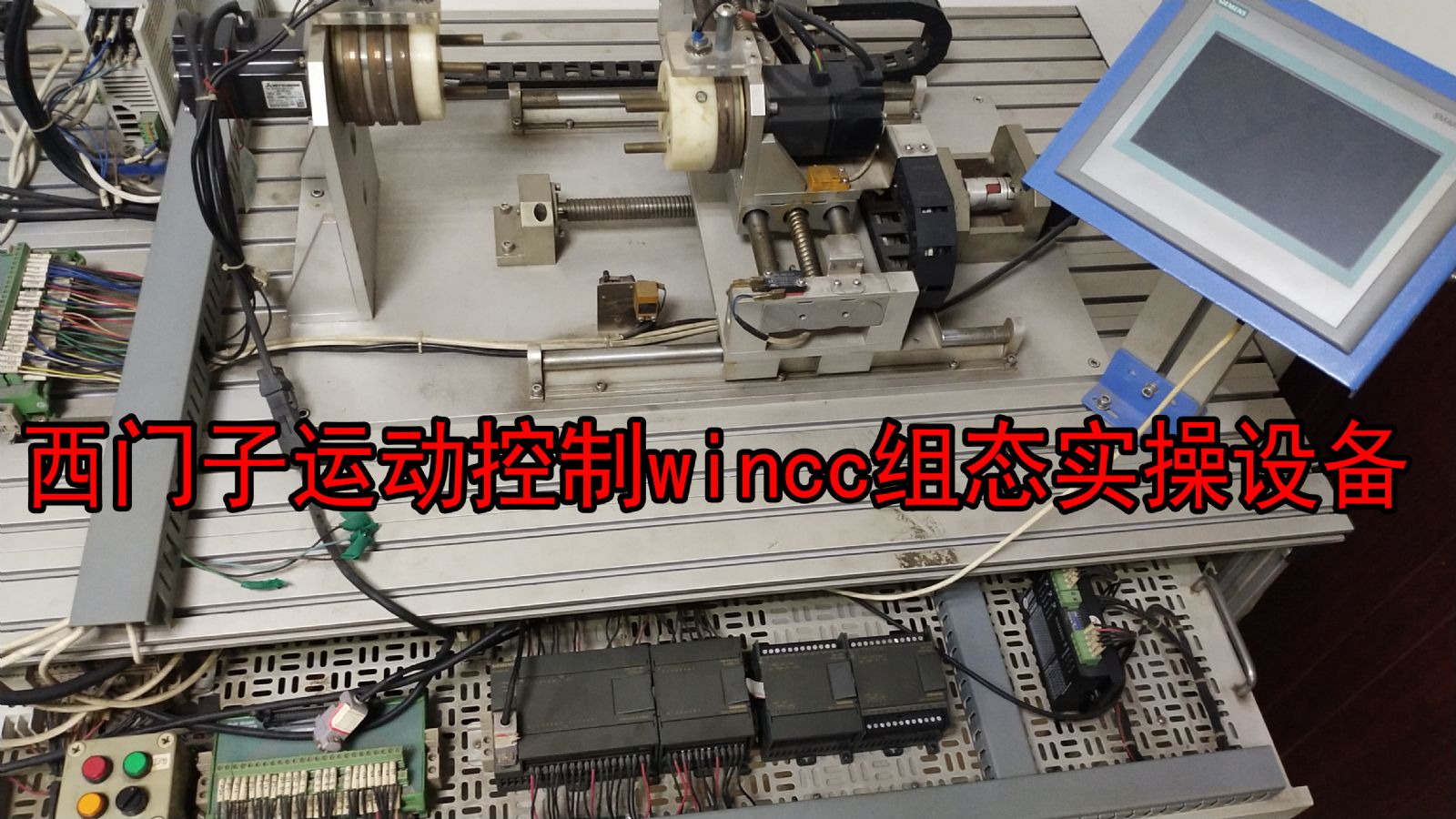
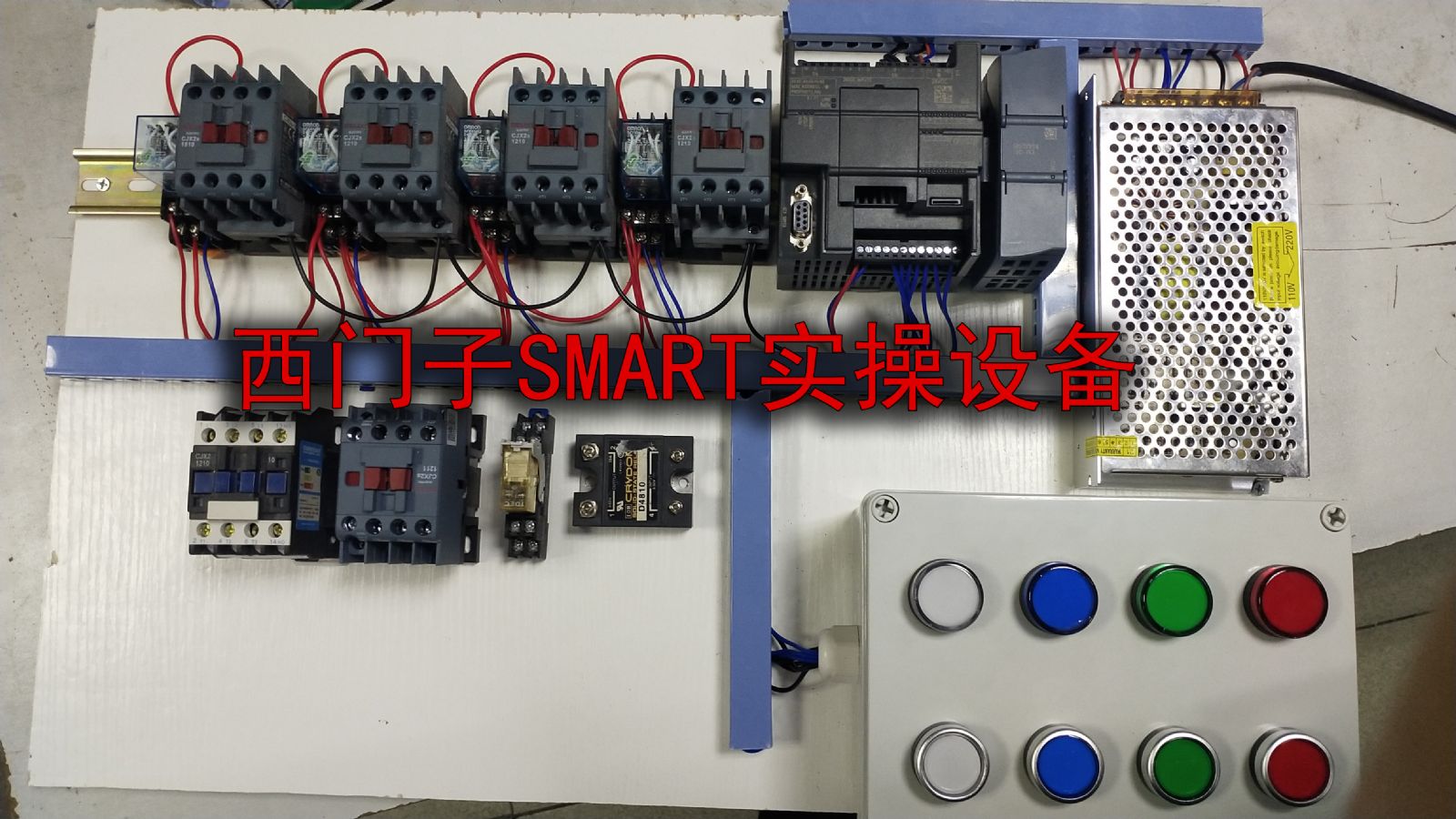
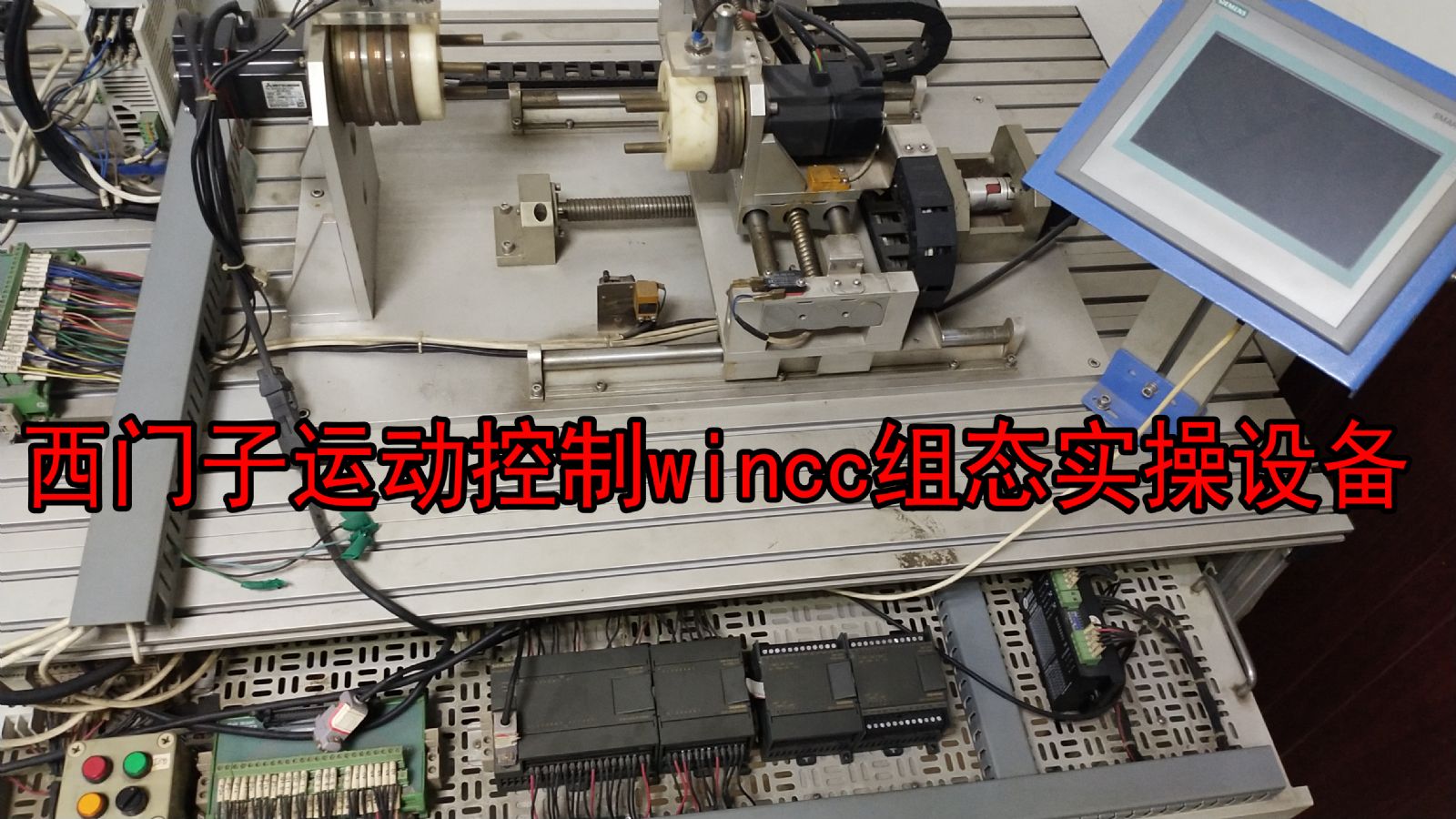
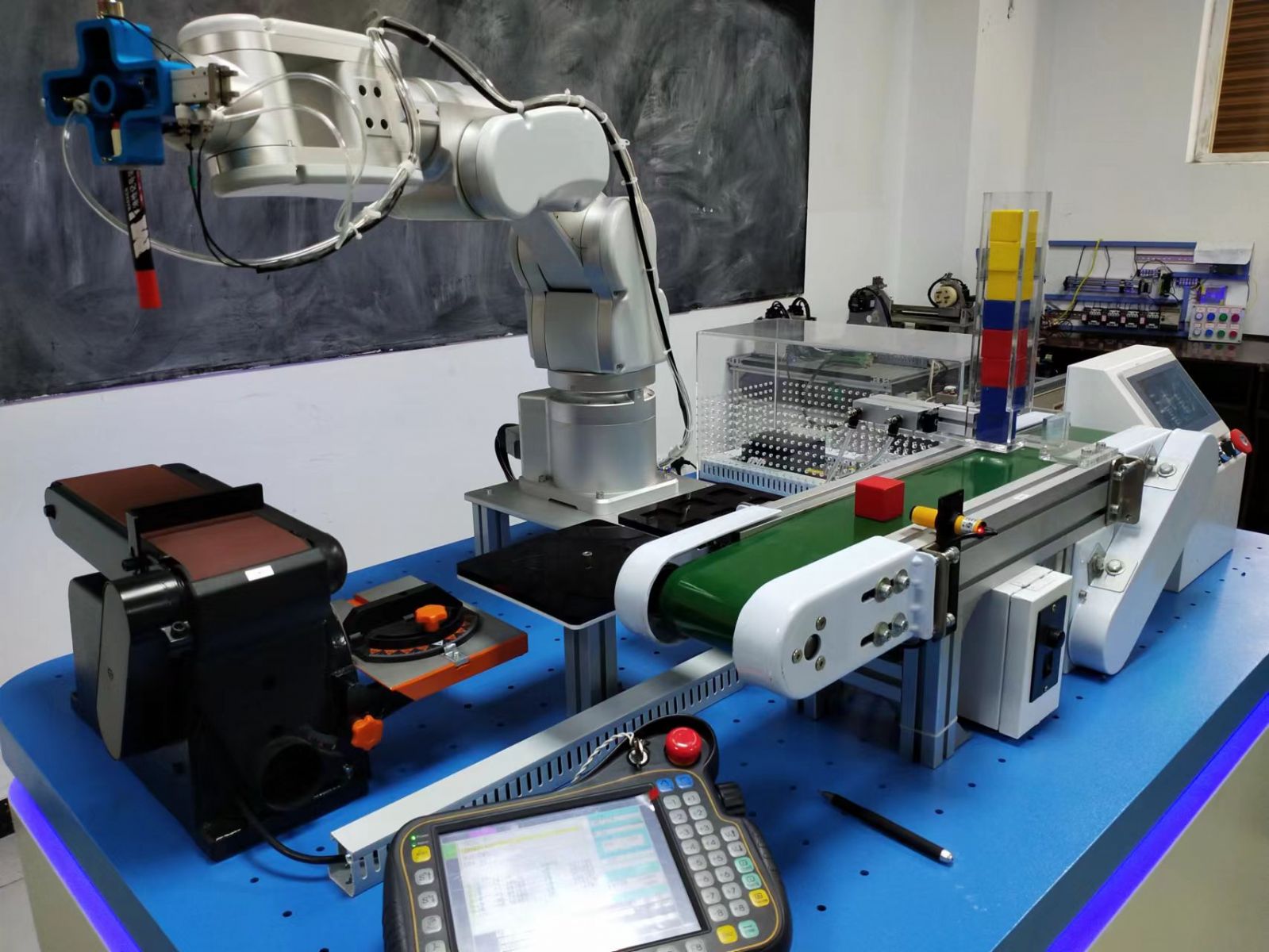
宏昌职校实操设备
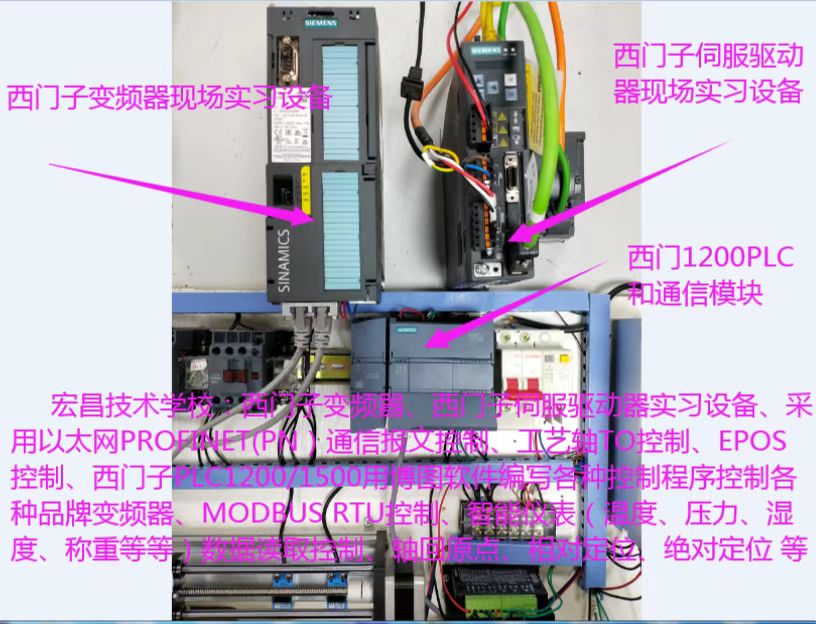
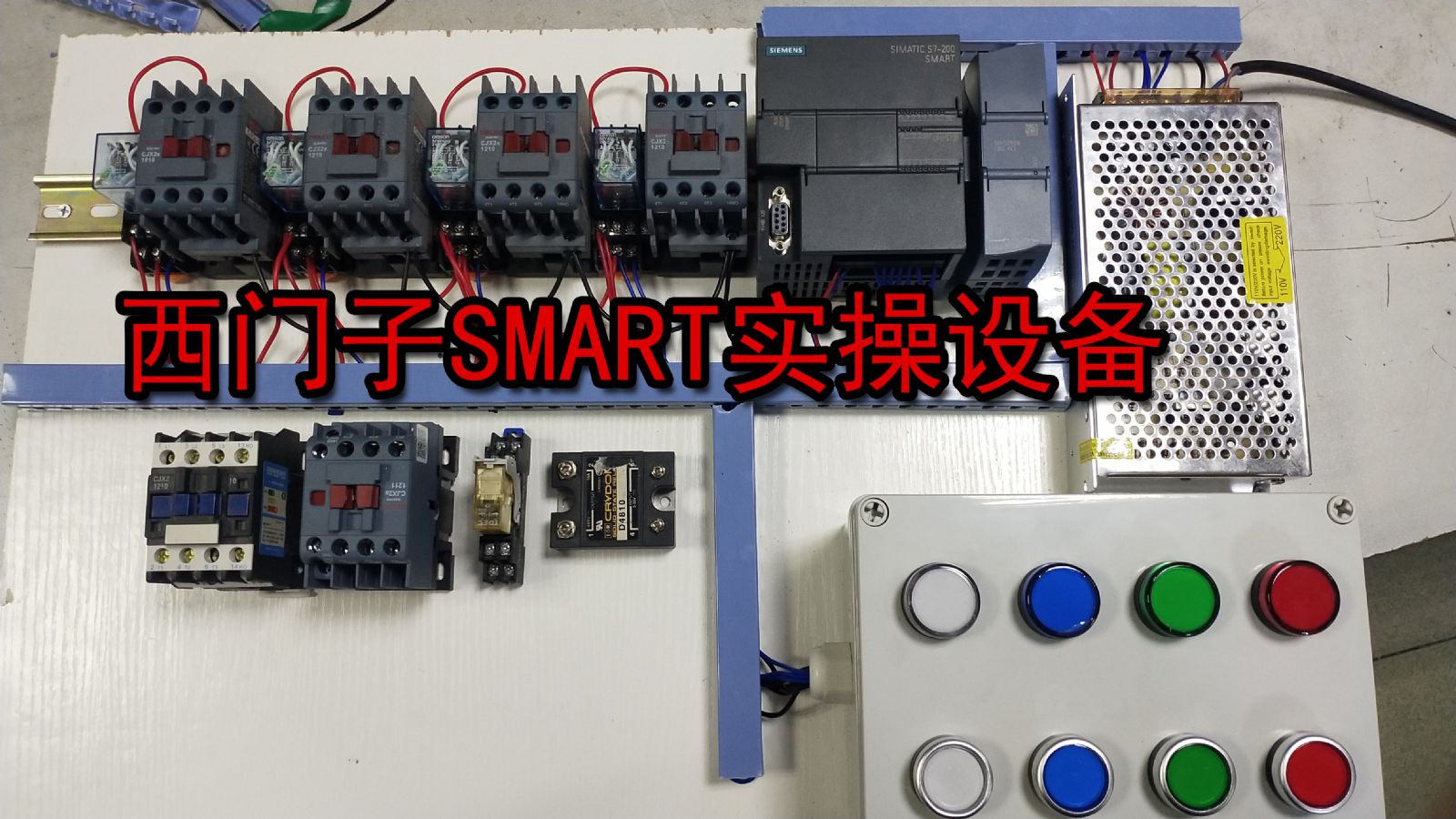
.jpg)







.jpg)

.jpg)
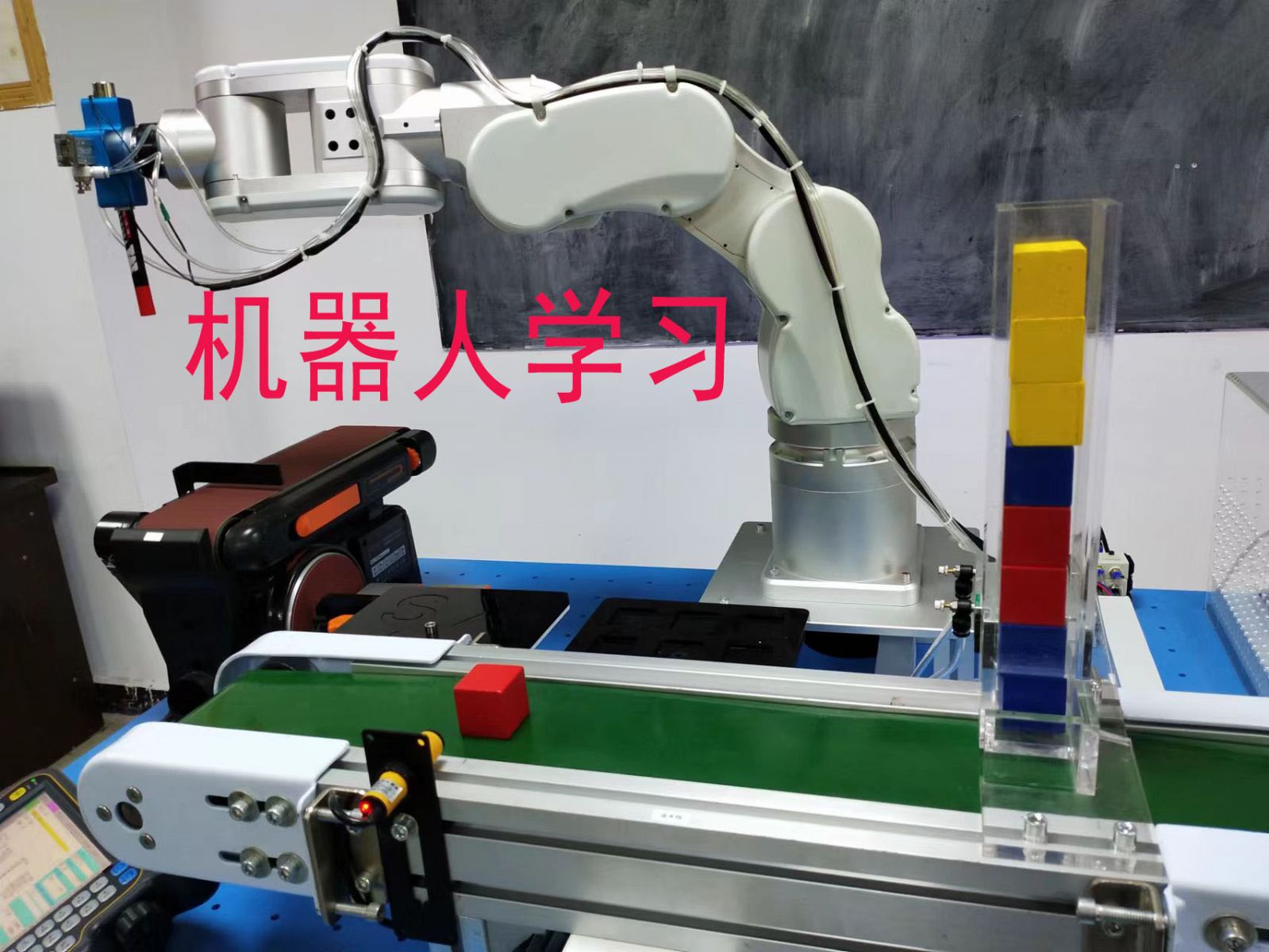
.jpg)
PLC工业自动化高级班培训时间:学期1-2个月,理论+实作 ,学会为止,魏老师耐心为学员解决PLC自动化技术难题。欢迎各位电工在职人员来我校进一步学习提高电工的plc自动化新技术,学了就成为企 业的技术主管,维修队长和班长等等。电工专业学期2-3个月,都免费推荐工作。
就业方向:市内各大厂矿、企业、物管公司、建筑单位、机械公司等;
电工工资待遇:
试用期间(1-2个月)4000-6000,转正后6000-8000
plc工业自动化高级工资待遇:
试用期间(1-2个月)6000-8500,转正后8000-15000
培训时间:学期2-3个月, 理 论 + 实 作
就业方向:市内各大工业厂矿、自动化设计编程安装调试维修企 业、物管公司、建筑单位、机械公司等
一期不会下期免费再学,学会为止。所有学员一律推荐工作!专业教师--魏老师 为你提供专业技术支持服务!
报名电话:023-68716868 / 18996359826
报名地址:重庆渝中区大坪肖家湾(宏昌招生办公室)
报名时间:星期一到星期天





.png)
.png)

(1).gif)